Directed Energy Deposition 3D Printing Service
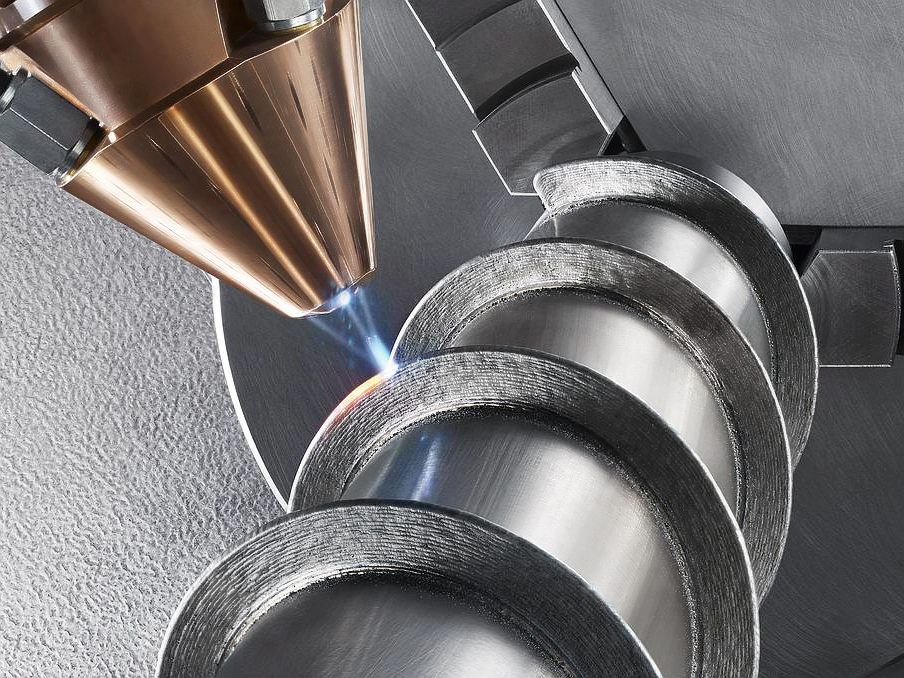
Our Directed Energy Deposition 3D Printing Service utilizes Laser Metal Deposition (LMD), Electron Beam Additive Manufacturing (EBAM), and Wire Arc Additive Manufacturing (WAAM) technologies. These methods enable high-performance, metal-based part production, ideal for repairs, coatings, and complex geometries in aerospace, automotive, and industrial sectors.

Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
Benefits of Directed Energy Deposition 3D Printing Service
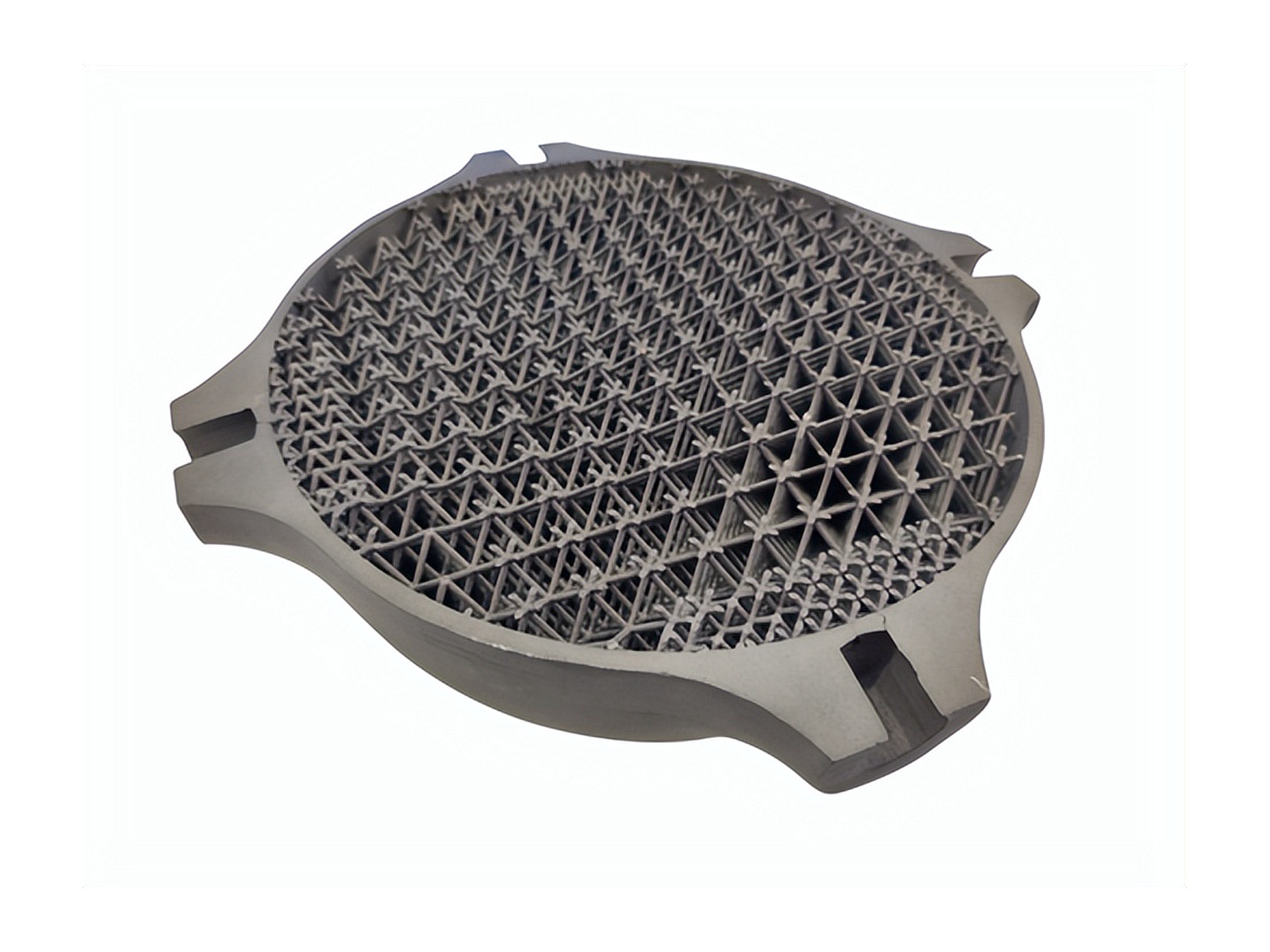
Directed Energy Deposition 3D Printing Service uses focused energy sources to melt and deposit material onto substrates, enabling repair, alloying, and fabrication of large metal components. It is ideal for producing robust parts with tailored properties in demanding industrial applications.
LMD Vs. EBAM Vs. WAAM
This comparison outlines key aspects of Laser Metal Deposition (LMD), Electron Beam Additive Manufacturing (EBAM), and Wire Arc Additive Manufacturing (WAAM), including technology, materials, complexity, surface finish, speed, precision, cost, applications, and environmental impact.
Let's Start A New Project Today
Directed Energy Deposition 3D Printed Parts Design Guideline
These guidelines provide design recommendations for parts produced using Directed Energy Deposition (DED). Following these guidelines can help optimize mechanical robustness, accuracy, and surface quality while accounting for thermal effects and post-processing needs.
Frequently Asked Questions
Explore Related Resources



Neway Precision Works Ltd.
No. 3, Lefushan Industrial West Road
Fenggang, Dongguan, Guangdong
China (ZIP 523000)
Solutions
Copyright © 2025 3dp Precision Works Ltd.All Rights Reserved.